
- 制造执行系统(ManufacturingE xecutionS ystem,MES)的概念形成于20世纪80年代末,90年代逐步完善并得到迅速发展。美国先进制造研究机构AMR将MES定义为:“位于上层的计划管理系统与底层的工业控制之间的面向车间层的管理信息系统”,它为计划的执行而跟踪所有资源(人、设备、物料)的当前状态。本文结合大型汽车变速箱装配线MES系统的设计与开发实践,对MES系统的体系、功能结构及相关技术进行介绍。
- 一 装配生产线配置分析
- 装配生产车间的设备系统主要包括以下四类:装配生产线、装配线料架、物料仓库和送料系统。
- 根据企业确定的系统设计目标,追踪当前技术发展趋势,建设一个自动化程度高的装配生产车间,相关设备选用了先进的装配生产线、智能料架、智能立体仓库和智能送料小车,并通过制造执行系统将各类设备和系统有机地集成起来,达到生产过程的高度自动化。
- 1 装配生产线
- 包括流水线装配小车、装配工具和设备,装配小车采用新型的轨道导向小车(Rail Guided Vehicles, RGV)和自动导向小车(Automatic Guided Vehicles, AGV),取代配置相对复杂而且机动性差的输送机系统。
- 2 装配线料架
- 采用智能料架管理,实现各个工位主要零部件的上料、用料、存储的自动计数等功能,以便于物料的申请与配送,提高供料自动化程度。
- 3 零部件仓库
- 存放零部件的堆场有:主仓库、部件装配车间、自制件仓库等。其中,主仓库采用智能化的立体仓库,实现自动化出料。
- 4 物料配送系统
- 采用激光导向小车(Laser Guided Vehicles,LGV)进行物料配送。激光导引方式与电磁、光学、惯性导引方式相比,具有停止精度高,自主性强,智能化程度高,适应性、灵活性强,路径的扩充和更改更为方便,安装成本低,运行可靠性高等优点。
- 二 装配生产物流、数据流分析
- 1 系统主要物流
- 为了设计出合理的MES系统功能结构,需要分析装配车间物流变化,主要包括以下几个环节:
- 1)制订装配生产计划:计划部门根据市场需求等情况制订装配计划。
- 2)仓库进货、备料:为保证装配计划的实施,采购部门采购零部件并进货人库。
- 3)仓库出料:按装配生产任务,从智能仓库中以一定的节奏出料到配送中心。
- 4)小车送料:运料LGV小车将零部件从配送中心运到相应装配工位,上料架。
- 5)工位装配:各个工位按装配工艺将相应零部件进行装配。
- 6)下线入库:完成装配并经检测的产品下线,入成品缓存区。
- 7)销售出库:按生产订单,将相关的成品出库运出生产车间。
- 2、系统主要数据处理流程与物流对应的主要数据处理流程如图1所示
- 三、 MES系统软件功能设计
MES是用来辅助生产管理人员收集现场资料,并控制现场制造流程的应用软件,是企业改善制造流程、提高生产效益的工具。
1系统设计基本原则
为搞好MES系统的设计开发,确定下列设计基本原则:
1)以最大限度符合用户需求为目标:系统设计中,充分了解用户需求,掌握系统业务流程与各项资源;
2)树立全局观点,局部适应总体,注重系统的协调性;
3)注意系统安全性和可靠性;
4)注意系统的可扩展性,预留相关系统接口;
5)不盲目追求新技术,尽量做到实用:一个好的系统首先应该是一个可用的系统;
6)用户操作界面友好,直观明了,操作简便。
2软件功能模块
MES主要有以下几大功能,与企业的其它各个系统之间的关系如图2所示。 3 软件功能简述
1)装配计划管理:包括总成年度、月度、三日滚动和当日装配计划的编制和调整;总成三日滚动、当日装配计划下达、执行和计划进度跟踪。装配计划与ERP系统等的接口。
2)装配工艺管理:包括装配生产线的各个工位的工序、装配的零部件、装配时间等的管理,以及装配工艺改进、工位装配工艺浏览人机界面。
3)物料配送管理:根据总成当日装配计划、工位智能料架记录合理配送各个工位料架的物料,并提供物料消耗情况及配送批次跟踪。
4)质量在线管理:根据质量标准,对所采集的数据进行自动判断,超标情况进行报警,实现质量在线控制和统计分析。
5)设备维护管理:装配车间设备运行和维修记录管理;包括设备故障信息、设备例行检修项目和设备的定期例行检修(维护、保养、点检和润滑计划管理)和生成维修备件领料单和清单。
6)车间考核和管理:根据装配追踪过程记录的信息,对每个工位、每个工人、每个工班进行考核(质量、消耗、产量、设备)。
7)生产统计分析:根据装配追踪过程记录的信息,生成装配车间的各种统计资料,如班报、日报、月报和年报等。计划完成情况,装配领料与装配成品用料统计比较。
8)装配过程监控:实现对装配线各工位、工序装配信息的实时监控、装配车间设备运行状态监控、装配车间设备报警控制,并通过LED大屏幕显示实时控制信息。这些信息作为质量档案予以保存。
9)数据采集和接口:装配车间各特殊工位的专用设备(压装机、翻转机、拧紧机)控制,以满足相应工位的特殊装配工艺要求;通过PLC控制总站采集现场专用设备(压装机、电动拧紧机、间隙测量机、密封测试机)运行状态。负责总装、分装料架储料实时参数采集。
10)基础数据管理:包括产品结构树、装配工艺控制参数、质量标准、设备基本信息、设备运行参数标准,以及维护保养项目信息维护和查询。四 MES系统结构设计
1系统结构
MES系统采用C/S结构与B/S结构相混合的方式,系统结构如图3所示。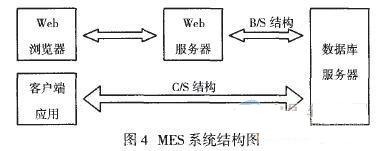
一部分查询、浏览和工位操作功能采用B/S方式实现,如工位工业平板机上的工艺浏览功能等;其它功能大多采用C/S方式实现。
数据库服务器实现数据管理,接受WEB服务器的数据请求,发送数据给应用程序。Intranet用户通过访问Web服务器来获得处理界面。在工作站上用浏览器进行浏览,在Web服务器上采用ASPAET程序对客户要求进行响应,根据客户要求从数据库中查找数据返回客户端。
2开发平台
操作系统、服务器端采用 Windows2003 Server,
客户端采用 Windows 2003 Professional,
数据库采用 Microsoft SQL Server2000,
程序设计采用 BorlandC++ Builder,ASP.Net,
网络平台采用 Visual Studio.Net2003 Enterprise,
系统所使用的设备主要包括以下几种:
服务器: IBM Xseries3 458 670-LID
工作站: P42.8G/512M/80G
工业控制计算机: 研华IPC-610
工业平板机: 研华TPC-1260T
五 结束语
MES系统是建立在装配车间生产线各种机械、电子设备基础上的,必然要受到这些设备的制约,设备的自动化程度在一定程度上决定了MES系统功能。MES系统的建设和实施,是企业优化制造流程、进行技术改造、促进生产和管理的一个重要手段。

